
Полипропиленовые трубы постепенно вытесняют металлические, т. к. обладают множеством достоинств (имеют способность восстанавливать форму после расширения под воздействием перепадов температур, отличаются стойкостью к коррозии, гладкостью внутренних стенок и др.). Их используют с целью монтажа систем коммуникаций разного назначения: канализации, водоснабжения, отопления, а также магистралей. Благодаря методу сварки обеспечивается высокая прочность на участках соединений. В результате увеличивается длительность эксплуатации трубопровода. Метод пайки полимерных изделий во многом схож со сваркой металлических деталей. Для выполнения работ применяют специальный инструмент – паяльник (утюг). А теперь в деталях ответим как спаять полипропиленовые трубы своими руками.
- Технологический процесс пайки
- Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
- Диффузная пайка полипропиленовых труб
- Подготовительные работы перед сваркой
- Как подготовить оборудование: советы, облегчающие работу с паяльником
- Как подготовить трубы к пайке
- Работа с полипропиленом: разогрев и стыковка
- Пайка: этапы, особенности
- Последний этап: охлаждение и проверка герметичности соединения
- Ошибки во время пайки, способы, позволяющие их избежать
- Уменьшение риска образования дефектов на стыке труб
- Заключение
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Сложность сваривания: как правильно работать с инструментом во время пайки ПП-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу. В обоих случаях следует проявить осторожность, т. к. есть риск испортить покрытие горячим пальником. Необходимо принять удобную позу. Любые задержки приведут к снижению качества шовного соединения, появлению дефектов, которые могут стать причиной сокращения периода службы трубопровода. Другие последствия промедлений во время сварки ПП-изделий:
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.

При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Диффузная пайка полипропиленовых труб
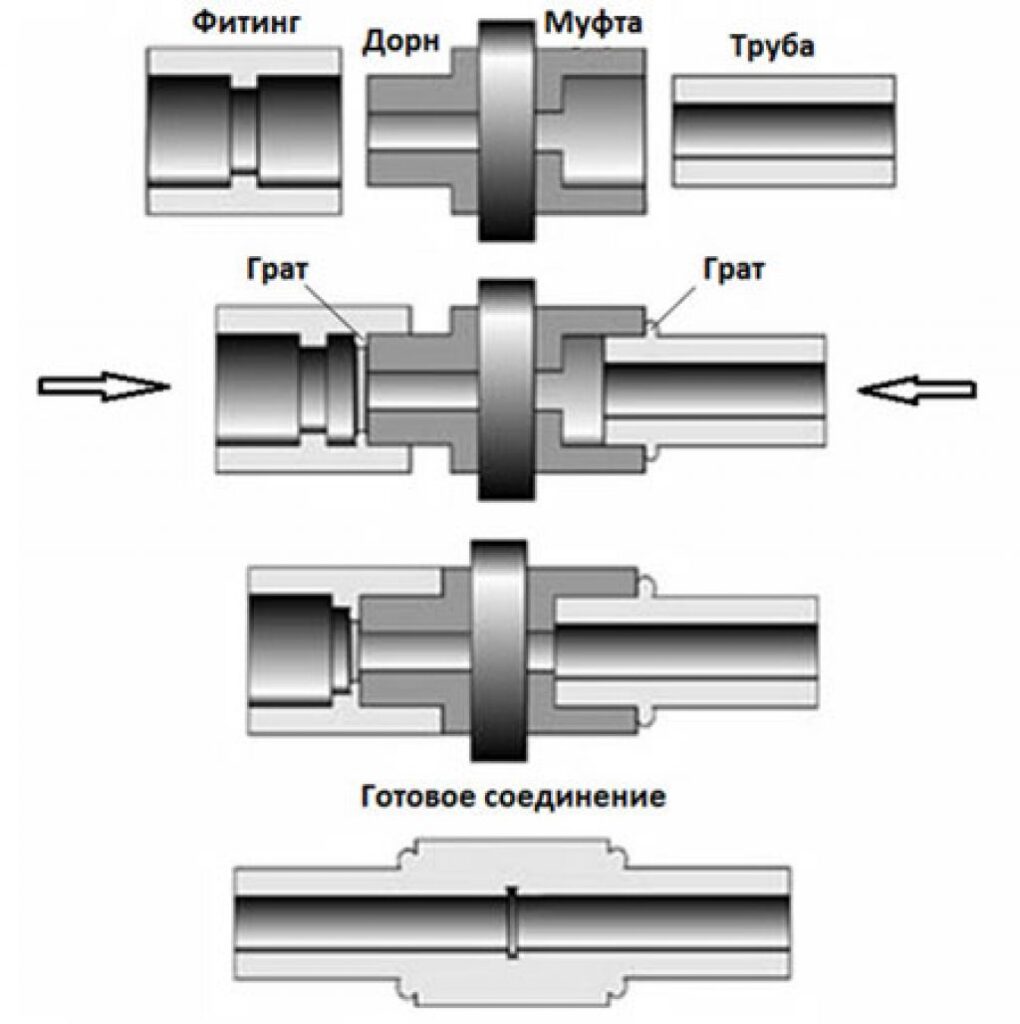
Принцип сваривания полипропиленовых труб основан на введении, предварительно нагретых, одного изделия в другое . При этом должна выдерживаться определенная глубина. Наиболее распространенный вариант стыковки – при помощи фасонных элементов (например, муфты). Но он может использоваться при условии, что диаметр труб не превышает 63 мм. Для пайки более крупных изделий рекомендуется использовать стыковой метод. При этом точно так же, как и в других случаях, когда полимерный материал нагревается, происходит диффузное соединение.
Можно рассматривать метод стыковки в раструб. Принцип сварки схож с технологией пайки при помощи фасонных элементов: одна из труб соединяется с другой (вводится в отверстие большего диаметра), при этом важно обеспечить защиту кромки коммуникаций. Торцевые участки должны быть ровными, все дефекты (включая заусенцы, образующиеся при обрезке изделий) устраняются специальным инструментом.
Подготовительные работы перед сваркой
Начинать следует с составления простой схемы разводки коммуникаций. Для удобства линии, определяющие места расположения труб, наносят непосредственно на стене, иначе придется постоянно делать измерения уровня, на котором должны располагаться коммуникации.

На следующем этапе выполняется разметка труб, подготавливают фасонные элементы в достаточном количестве. Причем учитывают их размеры, когда определяют длину трубопровода (его протяженность увеличится). Даже стыковой метод, который предполагает необходимость соединения деталей, минуя этап введения трубы внутрь сопряженной, способствует уменьшению их длины (в среднем до 2 мм).
При работе с трубами разных размеров есть особенности: для сварки труб диаметром более 40 мм рекомендуется использовать паяльный инструмент с центрированием. Когда изучается вопрос, как паять полипропилен, можно рассмотреть вариант покупки оборудования с комплектом насадок от 14 до 63 мм. Они представлены видами:
- дорн – втулка, используемая для нагрева внутренних стенок трубы;
- гильза – равномерно прогревает наружную поверхность изделия.
Насадки очищаются от полимерного материала, как только они были загрязнены. Если наплывы удалять после полного остывания паяльника, может быть повреждено защитное покрытие (из тефлона), позволяющее предупредить прилипание полимеров. Для очистки используют материал, не подверженный воздействию высоких температур. Это может быть даже брезент, но нельзя для этой цели использовать абразив.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже встречаются разные виды паяльников:
- мечевидный или «утюг» – устройство с плоским нагревательным элементом, в нем предусмотрены сквозные отверстия, куда устанавливаются насадки;

- цилиндрический: на рабочую часть (которая подвергается нагреву) насаживаются специальные насадки для нагрева и дальнейшего монтажа труб;

- дисковый – на нем есть отверстия, предназначенные для фиксации насадок.

Если нужно выбрать паяльник, следует учесть, что не всегда в комплект входят все необходимые приспособления. Подставку для удобства работы и комплектующие (насадки), возможно, придется дополнительно приобрести. Когда все инструменты и материалы подготовлены, переходят непосредственно к действиям – нагревают паяльник. Рекомендации:
- нагрев осуществляется равномерно по всей длине металлической части инструмента, причем скорость этого процесса составляет 10-15 минут;
- на паяльнике есть регулятор температуры, для работы с трубами из полипропилена рекомендуется установить значение 260°С;
- допустимо работать с паяльником при температуре окружающей среды не ниже 0°С.
Как подготовить трубы к пайке
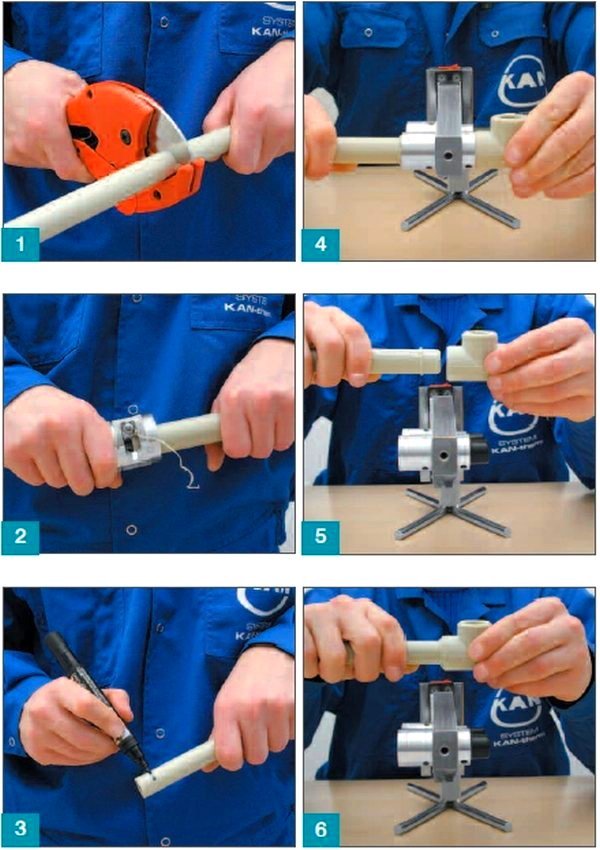
Полимерные изделия необходимо разрезать соответственно ранее составленному эскизу. Для работы с ними используют инструмент, обеспечивающий идеально ровные и гладкие торцевые участки:
- ножницы;

- фаскосниматель;

- шейвер;
Шейвер позволяет подготовить коммуникации с армировкой – удаляет часть металлического слоя. Это обеспечивает более глубокое проникновение частиц полимерного материала в структуру сопряженной трубы. Такие действия выполняются при работе с изделиями PN25. Трубы PN20 не требуют применения шейвера.
Еще один инструмент – фаскосниматель. Его рекомендуется применять для облегчения монтажа трубопровода. Благодаря такому инструменту делают фаски, в результате коммуникации легче входят в сопряженное изделие. Такие приспособления используются поочередно. Непосредственно же перед пайкой торцевые участки труб и фитинги (если используются) необходимо обезжирить. Используют средства:
- мыльный раствор;
- этиловый спирт.
Совет: Не рекомендуется использовать для обработки перед пайкой жидкости агрессивного действия: бензин, растворитель, водку, ацетон – все они оказывают разрушающее действия на полипропилен.
Работа с полипропиленом: разогрев и стыковка
Основные этапы:
- установка насадок на плиту в соответствии с диаметром;
- труба надевается на дорн, вводится в гильзу без перекосов;
- полимерное изделие выдерживают на разогретой насадке определенное количество времени (зависит от параметров).
Бытовые паяльники рассчитаны на сварку труб диаметром до 75 мм. Все необходимые параметры для работы с ними представлены в таблице.
| Диаметр трубы, мм | Глубина сварки, мм | Время нагрева, секунды | Продолжительность пайки, секунд | Остывание полимерных изделий, секунды |
| 20 | 14 | 5 | 4 | 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 20 | 8 | 4 | 4 |
| 40 | 21 | 12 | 6 | 4 |
| 50 | 22,5 | 18 | 6 | 5 |
| 63 | 24 | 24 | 8 | 6 |
| 75 | 28,5 | 30 | 10 | 8 |
Если недодержать или передержать изделие на горячей насадке, материал частично утратит свойства. Качество шовного соединения снизится. Слишком сильно расплавленный полимерный материал способствует образованию подтеков внутри трубы, что негативно скажется на ее проходимости при эксплуатации.
Совет: Чтобы контролировать температуру зеркала пальника, можно использовать термозонд.
В помещении со сниженной температурой материал остывает намного быстрее. Чтобы поддерживать значение этого параметра на нужном уровне, на последних секундах прогрева трубы следует незначительно повысить температуру зеркала паяльника. Но нельзя нагревать изделие до 270°С, т. к. это приведет к истончению материала на стыке во время сварки. В данном случае не наблюдается диффузное проникновение частиц полипропилена в структуру смежной трубы.
Пайка: этапы, особенности
Паять коммуникации начинают после их подготовки: нарезки, зачистки, обезжиривания. Основные этапы:
- Разогретые изделия соединяют с учетом глубины пайки. Время выдержки всегда разное, что зависит от параметров полимерных изделий.
- Проверяют положение труб, фитингов относительно друг друга. Это позволит соблюдать соосность изделий.
- Корректировка положения труб может осуществляться в течение 2-4 секунд. Допустимо увеличивать прижим, выравнивать изделия. Но нельзя прокручивать, наклонять, разделять их. Если допущена ошибка, изделие разрезают выше/ниже шва.
Последний этап: охлаждение и проверка герметичности соединения
Полимерные трубы должны остывать в естественной среде. Принудительное снижение температуры материала приведет к нарушению ряда процессов в структуре материала. Прежде всего, будет снижена прочность стыка. Для проверки герметичности используют методы:
- выполняют продувку;
- пропускают воду.
Затем оценивают проходимость коммуникаций. При появлении щели на внешней стороне трубопровода появятся капли воды.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
- низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
- изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
- неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
- нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения. Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему.
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Заключение
Когда планируется монтировать трубопровод, следует учитывать свойства полипропилена. Этот материал подвержен воздействию высоких температур, деформируется (расширяется, что приводит к увеличению его длины). Необходимо использовать трубы разных видов при прокладке коммуникаций различных систем: отопления, холодного и горячего водоснабжения. Если температура воды в системе превышает +50°С, нужно использовать армированные изделия.







Благодарю за обзор! Довольно полезно и познавательно. А для меня еще и очень актуально, поскольку имею уже и свою предысторию. Довелось обращаться к мастеру, который наделал нам много косяков при пайке труб, у меня вообще сложилось впечатление, что он дилетант какой-то, не имеющий понятия даже от технологическом процессе пайки полипропиленовых труб и соответствующих нюансах. У нас явно оказалась нарушена стыковка, откуда и пошли проблемы. Вот почитал обзор и понял, что важно не только иметь необходимое оборудование, но и быть теоретически подкованным, а не как наш горе-мастер. Отметил в статье для себя много полезных моментов, на что обращу обязательно внимание в следующий раз при пайке.
Решил сделать сантехнику в новостройке сам своими руками, и начал искать информацию об этом… Очень хорошо, что наткнулся на данную статьи… Здесь нашел всю полезную информацию о пайке труб. Спасибо автору
Я практически все трубы в доме поменял на полипропиленовые. Они намного надежнее и смотрятся красиво. К тому же в отоплении да и в водопроводе не подтекают и коррозия им не страшна. Нужен специальный инструмент, а так ничего сложного.При монтаже использовал специальный утюг и ножницы, только не надо мешкать и спаивать пока не остыли. Ну и смотрел по глубине спайки.Фиксировал муфтами и никаких проблем.